
ステライトとは?特徴・用途・加工の難しさをわかりやすく解説
ステライトは、高温環境や腐食性の強い環境で使われる代表的なニッケル基合金です。 耐熱性や耐食性に優れている一方で、加工が難しい「難削材」としても知られています。 この記事では、インコネルの基本的な特徴や用途、ステンレスとの違い、加工時の注意点までわかりやすく解説します。 流体制御装置や配管、精密加工に関わる方にも役立つ内容です。
Nex's-K.Cの技術

有限会社Nex's-K.Cでは、流体制御装置の設計・製作や、精密機械加工、精密溶接、精密機械組立を手がけています。
ステライトをはじめとする難溶接材においても、材料特性を理解した適切な溶接施工が求められます。
当社は、バルブ部品、流体制御装置、産業機械など、厳しい品質基準が求められる分野において多数の実績があります。ステライト溶接においても、長年培ってきた技術とノウハウを活かし、お客様のご要望にお応えしてまいりました。
ステライトのような難しい材料は、素材の性能を引き出すための溶接技術と、品質を安定させるための工程管理が欠かせません。特に、耐摩耗性が求められる設備では、溶接品質が製品寿命に直結します。
材料選定から溶接、後処理、検査まで一貫した対応が可能ですので、お気軽にご相談ください。
ステライトとは?
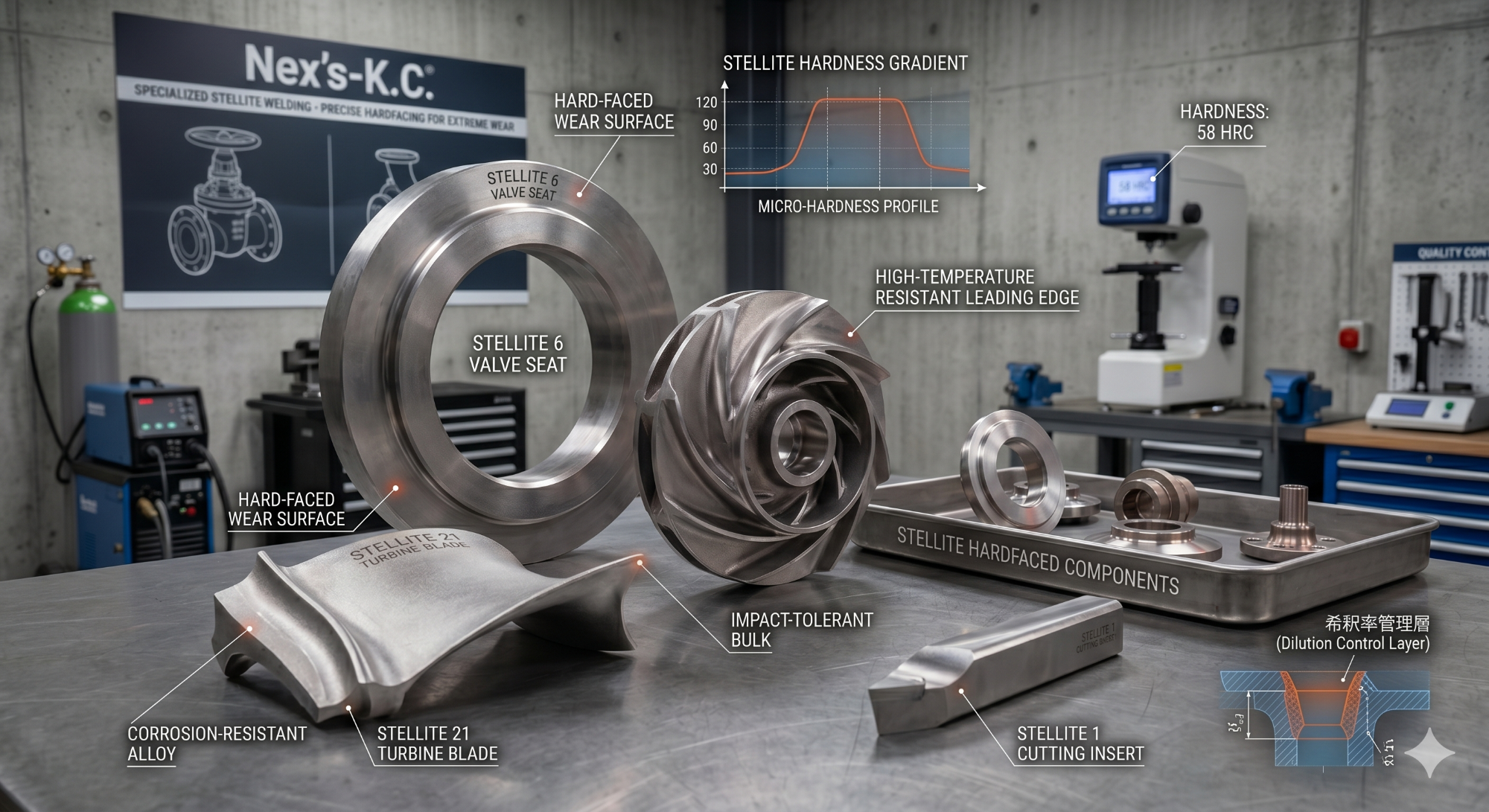
ステライトとは、コバルトを主成分とした耐摩耗合金の一種です。クロムやタングステンなどを含み、高い硬度と優れた耐摩耗性を持っています。 ステライトにはさまざまな種類があり、代表的なものにステライト1、ステライト6、ステライト12、ステライト21などがあります。それぞれ硬度や耐熱性、耐食性の特性が異なり、使用環境に応じて選定されます。 摩耗や衝撃、高温環境にさらされる部品において、母材の表面にステライトを肉盛溶接することで、部品の寿命を大幅に延ばすことができます。
ステライトの特徴
ステライトが選ばれる理由は、いくつかの優れた特性にあります。
- 優れた耐摩耗性 ステライトは、金属同士の接触や摩擦による摩耗に対して非常に高い耐性を持っています。バルブシートや軸受けなど、繰り返し摩擦が発生する部位に最適です。
- 高温でも硬度を維持 ステライトは高温環境でも硬度が低下しにくいのが特徴です。一般的な工具鋼が軟化する温度でも、ステライトは性能を維持できるため、高温下で使用される部品に適しています。
- 耐食性も兼ね備える ステライトはクロムを含んでいるため、酸化や腐食に対しても一定の耐性を持っています。腐食性環境と摩耗が同時に発生する過酷な条件でも使用可能です。
- 耐衝撃性・耐かじり性 ステライトは衝撃荷重に対しても強く、金属同士が接触した際のかじり(凝着摩耗)を防ぐ効果があります。バルブの開閉動作など、金属接触が繰り返される用途に適しています。
ステライトの主な用途

ステライトは、さまざまな産業分野で活用されています。特に耐摩耗性が求められる部品で採用されることが多い材料です。
- バルブシート・バルブフェース
バルブの開閉部分は繰り返し金属接触が発生するため、摩耗が激しい部位です。ステライトを肉盛溶接することで、シール性能と耐久性を向上させます。
- ポンプ部品
ポンプのインペラやウェアリング、軸スリーブなど、摩耗しやすい部品にステライトが使用されます。流体による浸食と摩耗の両方に耐える必要がある用途に適しています。
- 切削工具・金型
高温でも硬度を維持するステライトは、切削工具や金型の摩耗面にも使用されます。工具寿命の延長とメンテナンスコストの削減に貢献します。
- エンジン部品
自動車や産業用エンジンのバルブシートやバルブフェースにステライトが使用されます。高温・高負荷環境で繰り返し衝撃を受ける部位の耐久性を確保します。
- 発電設備
蒸気タービンのブレードやノズル、ボイラー部品など、高温・高圧環境で使用される発電設備部品にもステライトが採用されています。
ステライト溶接が難しい理由
ステライトは優れた材料ですが、溶接加工においては特有の難しさがあります。
- 割れが発生しやすい
ステライトは硬度が高い反面、靭性が低いため、溶接時や冷却時に割れが発生しやすい材料です。急激な温度変化による熱応力が割れの主な原因となります。
- 予熱・後熱処理が必須
ステライト溶接では、母材への予熱と溶接後の徐冷(後熱処理)が欠かせません。適切な温度管理を行わないと、溶接部や熱影響部に割れが発生するリスクが高まります。
- 母材との希釈管理
肉盛溶接では、母材成分がステライトに混入(希釈)することで、本来の特性が損なわれることがあります。希釈率を抑えた溶接条件の設定が重要です。
- 溶接姿勢・入熱の制限
ステライトは溶融時の流動性が高いため、溶接姿勢によっては垂れや形状不良が発生しやすくなります。また、過大な入熱は割れや変形の原因となるため、入熱管理も重要です。
ステライト溶接を成功させるポイント
ステライト溶接を成功させるためには、材料特性を理解した適切な施工管理が必要です。
- 適切な予熱温度の設定
母材の材質や板厚に応じた予熱温度を設定し、溶接前に均一に加熱することが重要です。一般的に200〜400℃程度の予熱が推奨されますが、条件により異なります。
- 層間温度・パス間温度の管理
多層盛りを行う場合、層間温度を一定以上に保つことで割れのリスクを低減できます。溶接中も温度管理を継続し、急冷を避けることが大切です。
- 後熱処理(徐冷)の実施
溶接後は急冷を避け、保温材で覆うなどして徐々に冷却します。適切な後熱処理により、残留応力を緩和し、割れの発生を防ぎます。
- 適切な溶接材料・溶接方法の選定
TIG溶接、プラズマ溶接、レーザー溶接など、用途に応じた溶接方法を選定します。また、母材との相性を考慮した溶接材料を使用することが重要です。
- 希釈率を抑える溶接条件
母材からの希釈を最小限に抑えるため、低入熱・低希釈の溶接条件を設定します。必要に応じて下盛り層を設けることで、最終層のステライト特性を確保できます。
ステライトと他の硬化肉盛材の違い
ステライトの他にも、さまざまな硬化肉盛材(ハードフェーシング材)があります。それぞれの特性を理解し、適切に選定することが重要です。
- ステライトとニッケル基合金の違い
ニッケル基合金(インコネル、ハステロイなど)は耐食性や耐熱性に優れますが、耐摩耗性ではステライトが上回ります。摩耗が主な課題の場合はステライトが適しています。
- ステライトと鉄系硬化肉盛材の違い
鉄系硬化肉盛材はコストが低く、一般的な摩耗環境では有効です。しかし、高温環境や腐食環境ではステライトの方が優れた性能を発揮します。
- ステライトとタングステンカーバイドの違い
タングステンカーバイド系は極めて高い硬度を持ちますが、衝撃に弱い傾向があります。ステライトは硬度と靭性のバランスが良く、衝撃荷重がかかる用途に適しています。
- 用途による使い分け
耐摩耗性と耐衝撃性を両立したい場合はステライト、極端な硬度が必要な場合はタングステンカーバイド、コスト重視の場合は鉄系など、使用環境に応じた選定が重要です。
ステライト溶接が向いている設備・部品
ステライト溶接は、特に耐摩耗性が求められる設備や部品に向いています。
- バルブシート・バルブフェース:繰り返しの開閉動作による摩耗を防ぎ、シール性能を長期間維持します。
- ポンプ部品:インペラやウェアリングなど、流体による浸食と摩擦摩耗の両方に耐える必要がある部位に最適です。
- 軸受け・スリーブ:金属接触によるかじりや摩耗を防ぎ、設備の安定稼働を支えます。
- 切削工具・金型:高温環境でも硬度を維持し、工具寿命を大幅に延長できます。
- エンジン・タービン部品:高温・高負荷環境で繰り返し衝撃を受ける部位の耐久性を確保します。
まとめ
ステライトは、耐摩耗性に優れたコバルト基合金であり、バルブやポンプ、工具など、摩耗対策が重要な環境で活用されています。
一方で、ステライト溶接には割れやすさや予熱・後熱の必要性など、特有の難しさがあります。溶接を成功させるためには、温度管理、適切な溶接条件の設定、希釈率の管理など、専門的な技術と管理が必要です。
材料選定から溶接、検査まで一貫して対応することで、ステライト本来の性能を発揮させ、信頼性の高い製品づくりにつながります。
ご相談・お問い合わせはこちら
ステライト溶接に関するお悩みやご相談は、どんなことでもお気軽にお寄せください。
Nex's-K.Cは溶接条件の改善・施工指導も対応しております。まずは左記「仕様相談・お見積り依頼はこちら」までお気軽にお問い合わせください。